联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
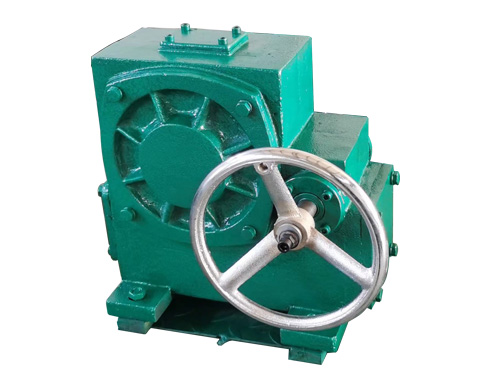
蜗轮减速机作为工业传动区域的核心部件,凭借其特别的空间交错轴传动特性,在起重运输、冶金机械、自动化生产线等区域占据质量优良的地位。其核心设计基于蜗杆与蜗轮的啮合运动,通过细致的几何参数匹配与材料工艺优化,实现了高传动比、自锁保护及紧凑结构等明显优点。
一、传动原理:基于空间啮合的细致控制
1.机械结构与运动逻辑
蜗轮减速机的核心传动单元由蜗杆(主动件)和蜗轮(从动件)组成,二者轴线呈90°夹角布置。蜗杆采用螺旋线设计,头数(Z₁)通常为1-4,头数越多传动速率越高但加工难度增大;蜗轮齿数(Z₂)根据传动比需求配置,典型范围为27-80齿。当蜗杆以旋转时,其螺旋齿面与蜗轮齿面产生滑动摩擦驱动,实现转速降低与扭矩放大。以CW系列圆弧圆柱蜗杆减速机为例,单级传动比可达10:1至80:1,远超齿轮减速机的限度。
2.几何参数与啮合特性
蜗杆传动的关键参数包括模数(m)、压力角(α=20°)、螺旋升角(λ)及导程角(γ)。其中,蜗杆轴向齿距(pₓ)与蜗轮端面周节(pₜ)需严格相等,即pₓ=pₜ=πm,啮合过程中齿面接触线连续。螺旋升角λ的计算公式为λ=arctan(Z₁m/d₁),其中d₁为蜗杆分度圆直径。当λ<5°时,传动具备自锁特性,即蜗轮无法反向驱动蜗杆,这一特性在卷扬机、电梯等稳定关键场合具有重要应用价值。
3.润滑机制与失效防护
蜗轮蜗杆啮合面为滑动摩擦,相对滑动速度可达8-15m/s,易引发胶合、磨损等失效。为此,需采用高粘度润滑油(ISOVG320-680)并配合强制润滑系统,在箱体表面设置散热鳍片(面积增加30%)或水冷夹套。材料选择方面,蜗杆通常采用20CrMnTi渗碳淬火(硬度HRC58-62),蜗轮齿圈则选用ZCuSn10Pb1锡青铜离心铸造,二者硬度差控制在20-30HRC,以形成良好的跑合性能。
二、核心优点:多维度技术突破的集成体现
1.结构紧凑性与空间速率
蜗轮减速机通过单级传动即可实现大速比(i=10-100),明显压缩了传动链长度。以TP型平面包络环面蜗杆减速机为例,其轴向尺寸仅为同规格齿轮减速机的1/3,特别适用于空间受限的细致设备。模块化设计支持六面安装,输出轴径与支架型号灵活匹配,在搅拌设备中可实现无支点直接驱动,简化传动系统复杂度。
2.自锁特性与稳定冗余
当蜗杆导程角γ₁<ρ'(摩擦角)时,传动系统具备反向自锁能力。在矿井提升机应用中,该特性可替代电磁制动器作为第三层保护,当主制动失效时,0.3秒内实现负载锁定,避免坠罐事故。实验数据显示,配备自锁功能的减速机在冲击载荷下(峰值扭矩达额定值2.5倍)仍能保持结构完整性,故障率降低70%。
3.运行稳定性与负载适应性
蜗轮减速机采用滑动摩擦传动,具有自然的过载缓冲特性。在轧钢机冷床驱动系统中,面对频繁启停(≥12次/小时)与冲击载荷(动态扭矩波动±40%),通过优化蜗轮齿形(渐开线变位系数x=0.2-0.4)与轴承配置(双列圆锥滚子轴承预紧力15-20kN),可将振动烈度控制在ISO10816-3标准的D区以内,使用寿命延长至8万小时以上。
4.静音化与能效优化
现代蜗轮减速机通过齿面修形(齿顶修缘量0.1-0.2mm)与箱体阻尼处理(表面涂覆吸音涂料,降噪系数NRC≥0.85),将运行噪音控制在75dB以下。在食品包装机械中,采用圆弧圆柱蜗杆传动替代守旧渐开线齿轮,传动速率从60%提升至75%,配合能量回收装置(制动能量回馈电网),系统综合能效提升12%。
三、典型应用场景与技术适配
1.重载启停场景
港口起重机主钩驱动系统采用双级蜗轮减速机,通过液压制动与电磁制动冗余设计,实现0.2秒内稳定制动。蜗轮材料升级为高铅铝青铜(ZCuAl10Fe3),抗咬合能力提升40%,配合油液在线监测系统(颗粒计数精度1μm),维护周期延长至1.5年。
2.细致定位场景
数控机床进给系统采用平面二次包络环面蜗杆减速机,通过齿面共轭修形(接触区椭圆度比1.2-1.5)与弹性联轴器补偿(径向误差≤0.02mm),将定位精度提升至±3角秒,反向间隙控制在1弧分以内,达到半导体设备亚微米级加工需求。
3.端环境场景
矿山井下刮板输送机采用全密封蜗轮减速机,防护等级达IP68,箱体内部充注不怕低温润滑脂(工作温度范围-40℃至120℃)。蜗杆表面镀覆DLC类金刚石涂层(厚度2-3μm),摩擦系数降低至0.08,在含尘量500mg/m³的恶劣环境中仍能稳定运行。
蜗轮减速机通过传动原理创新与材料工艺突破,构建了以高传动比、自锁保护、紧凑结构为核心的技术体系。随着硬齿面加工技术(齿面硬度≥62HRC)与智能监测系统(振动/温度/油液多参数融合)的发展,其应用边界正不断拓展。在"双碳"目标驱动下,速率不错能蜗轮减速机(传动速率≥85%)将成为工业传动区域的重要发展方向,为装备制造业转型升级提供关键支撑。